
The BARLOG Plastics diary
Read more
The plastic wrench as a metal substitute: Torque with a surprise element
High-performance plastics are becoming increasingly popular as metal substitutes in construction – and in some industries, such as the automotive sector, it is now impossible to imagine life without them. This is due in particular to the enormous potential savings in terms of cost and weight. In addition, the low density, free formability and diverse possibilities for individual modification of the properties of plastics result in numerous advantages compared to metals.
To prove that plastics can also penetrate areas of application that have always been dominated by metals, we set ourselves a special project: a wrench made of plastic.
The aim of the product development was to create an illustrative demonstrator for metal substitution, which we can also use to show the typical procedure for implementing metal substitution projects:
-
Definition of the requirement profile
-
Determination of the margin for geometry adjustment
-
Simulation of the mechanical load
-
Design suitable for plastics
-
Simulation of the manufacturing process
-
Implementation in the prototype tool
What was planned merely as a metal replacement study produced unexpected surprises: Cyclists were excited about lightweight on-board tools, and in workshops there were areas of application for employees with metal allergies. These are both issues that we had not focused on during development, but which once again demonstrate the benefits of plastics.
Step 1: Definition of the requirement profile
The model for our development, a standard 13 mm ring open-end wrench from the hardware store, slipped in our preliminary test when tightening a nut at a torque of just over 18 Nm. We set this torque as a benchmark for the development of a plastic open-end wrench.
In addition to the mechanical requirements, the plastic open-end wrench had to be electrically insulating, be used at room temperature and be resistant to the usual media used in everyday workshop work (oils, greases, brake fluid, etc.).
Step 2: Determining the scope of design
 Of course, the interface to the hexagon nut was the first requirement for the plastic design. In addition, the open-end wrench was not to be thicker so as not to restrict its range of use in everyday workshop work. No further restrictions were imposed on the design space, except that too great deviations from the original were to be avoided wherever possible.
Of course, the interface to the hexagon nut was the first requirement for the plastic design. In addition, the open-end wrench was not to be thicker so as not to restrict its range of use in everyday workshop work. No further restrictions were imposed on the design space, except that too great deviations from the original were to be avoided wherever possible.
Bild 1: Originalgeometrie des Schraubenschlüssels
Step 3: Simulation of the mech. load
Typical metal substitute materials are fiber-reinforced and exhibit a strong anisotropy (direction dependence) of the mechanical properties due to the fiber orientation. In structural analysis using the FEM method, the fiber orientation must therefore first be determined by a filling simulation and then transferred to the FEM software. This then allows the theoretically achievable torque to be determined until the wrench slips through – in the unmodified metal geometry, less than half the target value, namely only 8.65 Nm, was achievable. Major changes were therefore necessary.
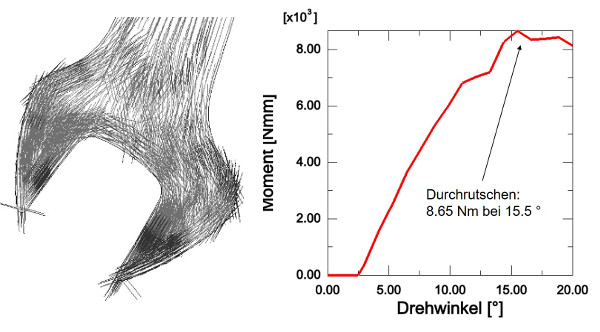
Figure 2: FEM calculation of the initial geometry
Step 4: Design suitable for plastic
After the initial state has been calculated, the geometry is optimized in an iterative process to the extent that the objectives are achieved. This can be done either on the basis of expertise and experience, as in this project, or by software-based optimization algorithms, e.g. topolgy optimization.
The goal is usually to reduce stress peaks, reinforce highly stressed areas and make the load distribution uniform. If it makes sense, lightweight design potential can be exploited at the same time by thinning out areas subject to low loads.
Figure 3: Geometry optimization
Step 5: Simulation of the optimized geometry
In order to be able to take the glass fiber orientation into account, a new injection molding simulation with the same process parameters is carried out at each iteration step and the fiber orientation is transferred to the structural analysis. The advantage of this approach is that a lot of knowledge about the manufacturing process can be gained already in the design phase, thus saving considerable development time and costs, since injection molding is taken into account right from the start.
In the present example, geometry optimization enabled the torque to be increased from 8.65 Nm to 18.7 Nm, the development goal was achieved and all the prerequisites for the successful construction of a prototype mold were already in place.
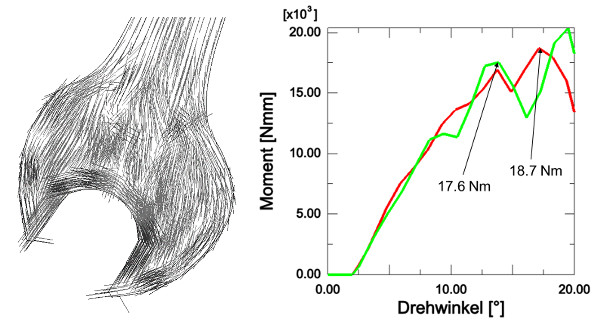
Figure 4: FEM calculation of the optimized geometry
Step 6: Implementation in the prototype tool
Even though computer-aided simulation methods can be used to gain a great deal of theoretical knowledge about the properties of a plastic component, the final step in verifying the simulation results is always the construction of a prototype mold.
The protosys® rapid tooling process enables the fast and cost-effective production of prototypes and small series parts from the original plastic without having to compromise on the performance of the component.
Are you also thinking about using the potential of high-performance plastics as a metal substitute to save costs and weight? Then simply send us your inquiry.

More news
Press releases
BARLOG Plastics presents innovative solutions at KUTENO 2024
Read more
Press review

BARLOG Plastics: Focus on innovations and sustainable solutions
Read more
Press review

More sustainability from BARLOG Plastics at KUTENO
Read more
