
The BARLOG Plastics diary
Read more
Case study: Ultrasonic welding of demanding 3D geometries
How can difficulties in the implementation of sonotrode contours in connection with 3D welding contours be solved at the first attempt? This was the question at the beginning of the project “Test specimens for ultrasonic welding of demanding 3D geometries”, which BARLOG Plastics implemented for Herrmann Ultraschalltechnik GmbH & Co. KG on the occasion of K 2022. The specialist in ultrasonic welding presented its 3D dolphin at its stand, the parts of which could be welded live by trade fair visitors on site. Which development services were used to be able to produce the two components as quickly as possible with an exact fit?
The problem as the cornerstone for a new project idea
The idea for the project came about as a result of repeated difficulties due to regularly occurring component deficiencies, which required a subsequent adjustment of the sonotrode contours to compensate for these deficiencies. Although ultrasonic welding of 3D geometries is a safe and user-friendly process in production, it requires a great deal of know-how in the creation of the welding process due to a high level of application complexity. The difference to conventional welding of 2D geometries is that the sonotrode must accommodate the complete component. This process step is often prone to complications because the sonotrode contour is introduced on the basis of CAD data. However, the physical plastic component often deviates in size and geometry (due to shrinkage and warpage) from the CAD model. This leads to uneven welding as well as undesirable pressure or gloss marks on the surface of the component. These component deficiencies can be compensated for at the horn by contour corrections that take these very deficiencies into account. In some cases, however, manual correction of the sonotrode contour is necessary to ensure an ideal welding result, which delays the development time of the welding process.
Project start: Finding a suitable 3D geometry
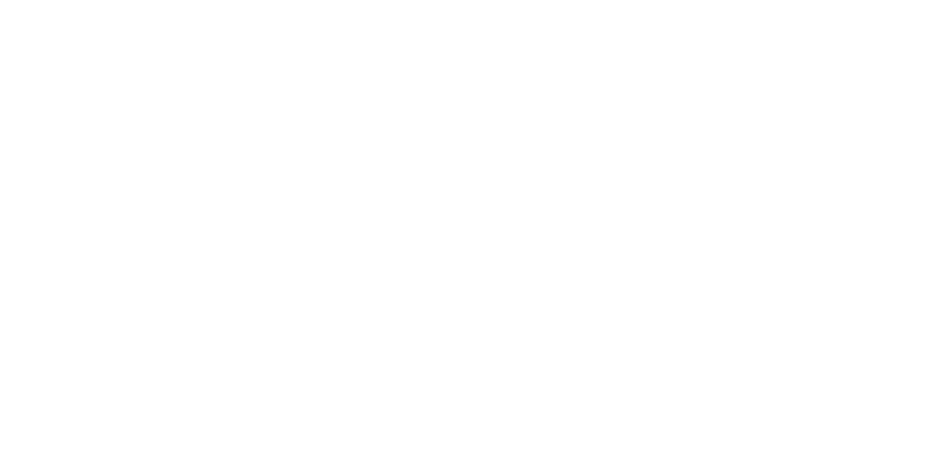
In order not to be dependent on customer components for the demonstration of the ultrasonic welding technology, Herrmann Ultraschall developed its own test specimens. When designing the component with a demanding 3D contour, it was decided to use a dolphin, which was planned, among other things, as a give-away for trade fairs. However, after previous give-aways could no longer be delivered during the project phase at Herrmann Ultraschall, the company decided to increase the number of dolphin components to be produced at short notice from around 200 to a total of 10,000. Thanks to the flexibility, reliability and know-how of BARLOG Plastics, the project was quickly advanced and implemented. At this point, it was important to develop the component in a way that was suitable for plastics and to reduce the time-to-market for the components – both core competencies of BARLOG Plastics.
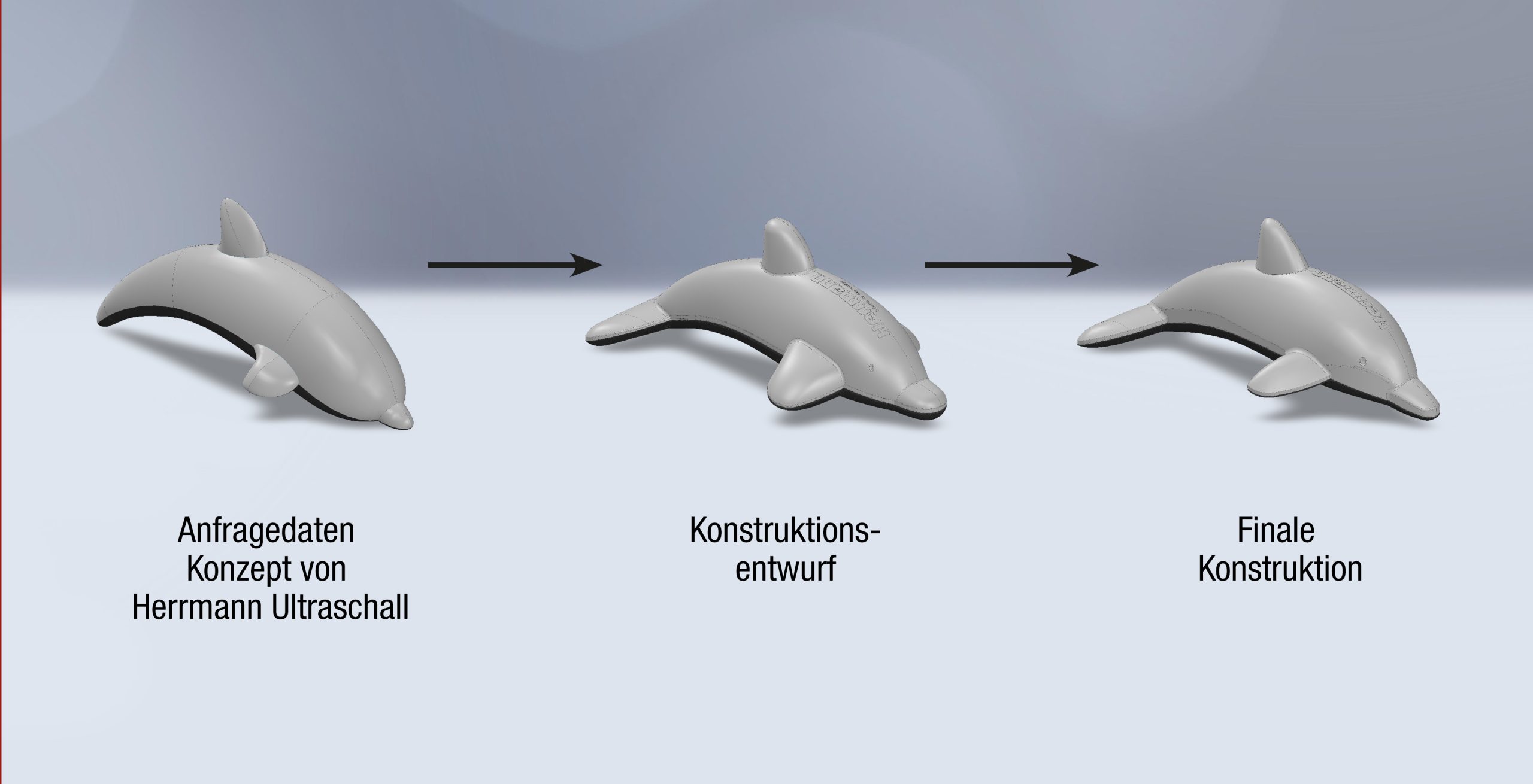
Figure 1: Geometry development during the process
Further project development after short-term increase in quantity
In the course of the development phase, the design of the dolphin was further perfected in agile cooperation with Herrmann Ultraschall. The focus here was on combining the optical expectations with the plastic-compatible design. Following the creation of the final 3D model, an injection moulding simulation of both half parts of the dolphin to be welded was carried out. This process step was important in order to predict possible injection moulding errors and distortion when the material cooled down. Above all, potential distortion would cause the greatest problems during subsequent welding. In addition, the new give-away must not have any unsightly weld lines, which could be caused by the meeting of the melt fronts, for example. Possible burns caused by air pockets also had to be avoided.
Simulation result as an indicator for further need for action
The simulation result showed a need for action in the first iteration loop. Especially the dorsal fin area was affected by weld lines as well as possible air inclusions.
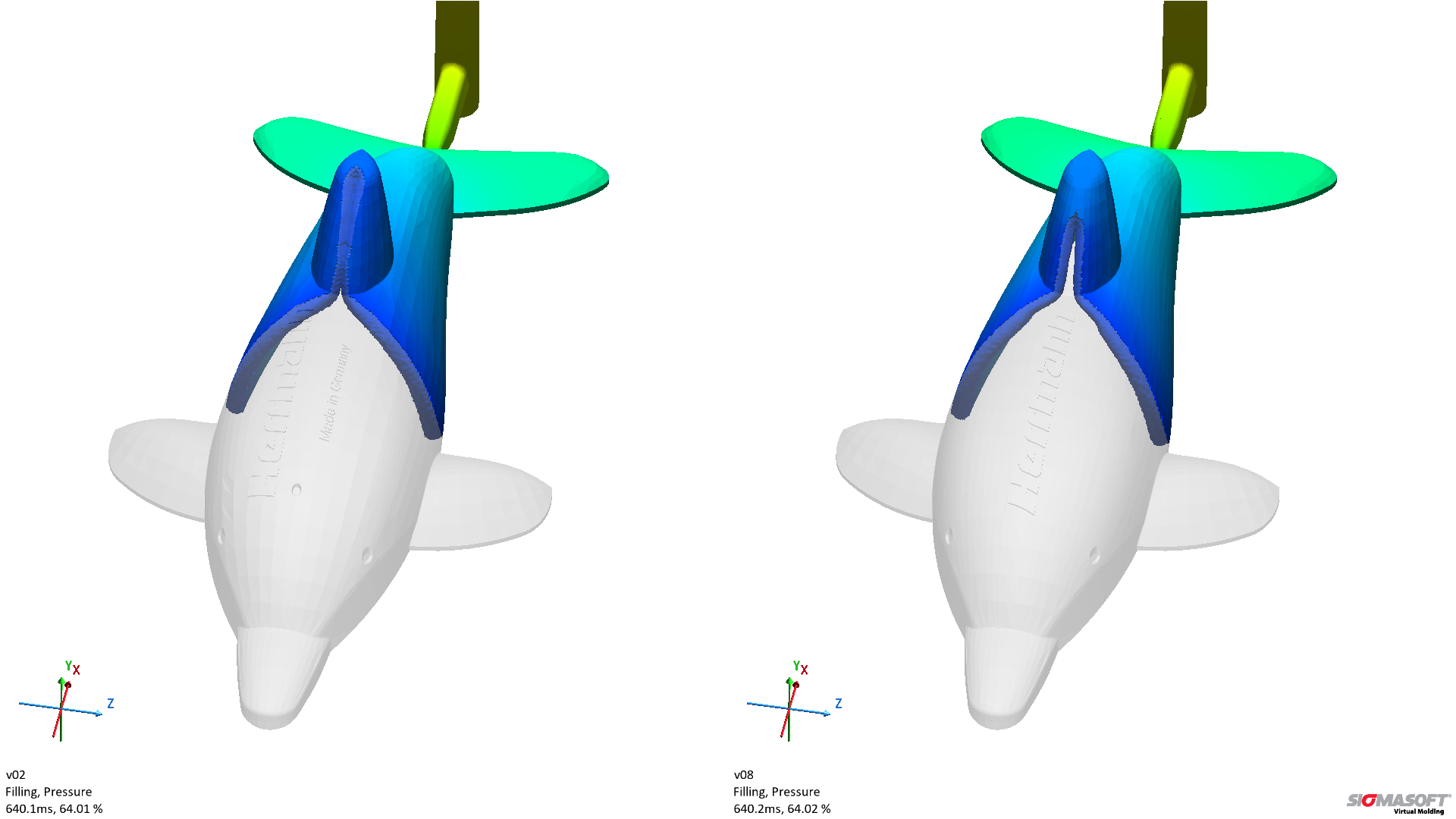
Figure 2: Injection moulding simulation - before - after comparison
The solution was to adjust the respective wall thicknesses – the inner wall of the dorsal fin was reduced laterally so that the melt in this area could be slowed down via a flow brake. At the same time, due to the increase in wall thickness in the area of the dorsal fin tip, a uniform melt flow could be created. The chosen adjustments prevented air pockets and reduced the occurring weld line to a minimum. “We are pleased that the adjustments to the wall thicknesses based on the simulation results enabled accelerated component development,” says Jonathan Böker, project manager at BARLOG Plastics.
Go-ahead to build the mould and start production
Once the adjustments from the simulation results had been implemented, the data was released and thus the starting signal for the production of the injection moulds was given. At this point, the strength of BARLOG Plastics came to the fore once again, because just four weeks later, around 2,000 dolphins were to be delivered to Herrmann Ultraschall. To cope with such a task, the plastics expert relies on aluminium mould inserts that are easily installed in its own master mould system. This enables a fast set-up process for the injection moulds and provides the desired competitive advantage in the fast-paced prototype business. Thanks to the easy-to-machine aluminium moulds and based on virtual product development in advance, functional samples could be produced within just three weeks, even at the time of initial sampling. Concerns about having to adapt the dolphins to the sonotrode geometry within a very short time were put aside after receipt of these first samples. The components fitted together perfectly right away, so that no further adjustment to the sonotrode was necessary. “Even the choice of the right gating point led to reduced shrinkage and warpage behaviour and, in combination with the optimisation on the digital twin, ensured precisely fitting components,” says Jonathan Böker. “This saved valuable time in the production process. Based on the simulation results, the moulds could be built quickly as well as effectively, the time-to-market significantly reduced and the sources of error in the injection moulding process eliminated,” he concludes.
Satisfaction all along the line
“It is absolutely impressive that the dolphins exactly matched the 3D data in the first trial,” says Jochen Ochs, Head of Applications at Herrmann Ultraschall. “We are very happy about the perfect result of the components and to have such a new give-away as an eye-catcher at our trade fairs,” he adds. Under the motto “From the idea to series production”, the know-how of BARLOG Plastics was incorporated into this project and completed with a highly satisfied customer within just three months. Due to the continued high demand for the dolphins, there is now even the possibility of producing the dolphin with back-injected films in a fully automated process including welding in the future with Arburg and another partner.
Figure 3: Mould with final component

More news
Press review

New tool for product carbon footprint
Read more
Press review

Plastic injection moulding – analyse and compare products
Read more
Press review

BARLOG Plastics: Early assessment of the CO2 footprint
Read more
